
Что такое система управления качеством алюминиевой опалубки? Далее инженерный состав производителей алюминиевой опалубки будет конкретно говорить об управлении качеством алюминиевой опалубки.
1. Придерживаться системы сертификации
Соответствующий персонал на специальных должностях (измерение, тестирование и т. д.) должен быть обучен для получения квалификационного сертификата и сертификата работы, прежде чем они смогут приступить к работе.
2. Придерживайся "трех систем контроля"
Цели качества проекта были установлены и реализованы в процессе строительства. Придерживайтесь реализации системы «самоконтроль, специальный осмотр, осмотр передачи» и никогда не оставляйте проблемы и скрытые опасности для следующего процесса. Качество строительства различных видов работ, процедур и проектов подпунктов, а также ввод материалов, строительные испытания, изменения в чертежах, заказы на обработку, планы строительства и технические меры строго соблюдаются в этой системе, чтобы как можно скорее найти проблемы и вовремя их решить.
3. Придерживайся технологии первой системы
Перед началом проекта технический отдел должен сделать раскрытие информации персоналу управления строительством, руководителям групп и т. Д. По ключевым вопросам технических точек качества всего проекта. Перед строительством подпроектных алюминиевых мембранных панелей прораб отвечает за работу по раскрытию технического качества руководителю группы и руководителю группы членам команды. Работа по раскрытию должна быть в основном в письменной форме, а строительство не должно осуществляться без раскрытия. Для ключевых процессов и ключевых частей, мастер должен нести ответственность за определение и проверку на месте, а технический отдел должен рассмотреть и контролировать каждое ключевое звено и важный процесс, и своевременно решать проблемы.
4. Придерживайся качественной регулярной системы встреч
На регулярных или нерегулярных производственных встречах, организуя производственные планы, придерживайтесь качественных рабочих договоренностей. Регулярно проводятся специальные совещания по качеству, а руководители производства и штатные инспекторы по качеству на строительной площадке представляют динамические отчеты о качестве, а также изучают и формулируют планы работы по качеству и контрмеры.
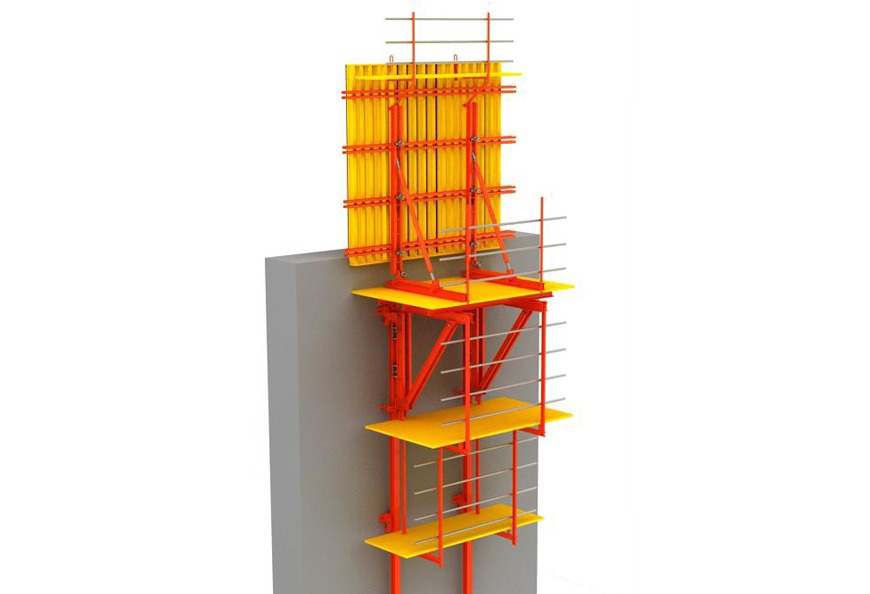
С более широким применением алюминиевой форма-опалубки, недостаточность традиционного пути усиливать тяг-винт постепенно появляется.
Традиционное усиление натяжного винта, цементного опорного стержня на внутренней стороне опалубки, стальной задней гофрировки на внешней стороне опалубки и натяжного винта для обеспечения толщины бетонной стены, поэтому требования к процессу строительства строительной бригады строже, И гайки на обоих концах винта предварительно затянуты. Если усилие слишком велико, цементная опорная полоса на внутренней стороне опалубки будет повреждена, что приведет к недостаточной толщине стенки. Если сила пре-затягивать гаек на обоих концах винта слишком мала, то гайки отпустят во время вибрируя процесса лить конструкции, и толщина стены увеличит, которая также не может соотвествовать дизайна.
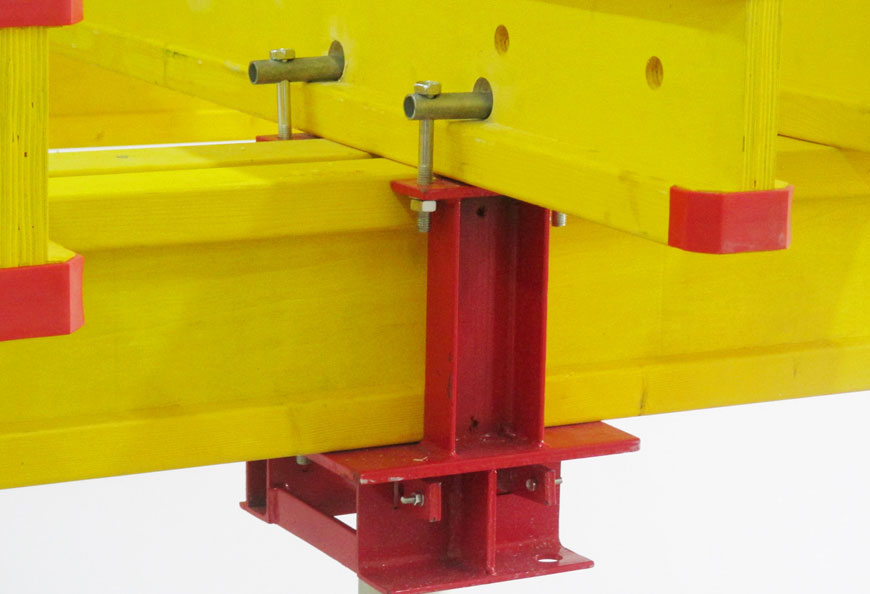
Армирование язычка зависит от отверстий на обоих концах стального язычка и отверстий рамы алюминиевой опалубки с обеих сторон стены. В то же время, закрепление обеспечивает толщину стены для обеспечения качества бетонной штамповки и меньше зависит от человеческого фактора в процессе строительства.
Процесс подготовки производителей опалубки из алюминиевого сплава: выбор системы армирования → выбор профилей → строительство проектной группы → выбор стандартных компонентов алюминиевой опалубки → формулирование производственного процесса → выбор и закупка оборудования и пресс-форм → предпусковая подготовка для производственных команд.
В начале подготовки алюминиевой форма-опалубки, система подкрепления алюминиевой форма-опалубки необходимо сперва выбрать. В ранней стадии формы-опалубки Китая алюминиевой, вытягивая винты главным образом были использованы, и вытягивая платы постепенно становились основным направлением в более позднем периоде.


 Проекты
Проекты
 Хранение угля
Хранение угля
 Станция метро
Станция метро
 Силос Танк
Силос Танк
 Шанхайский мост Янцте
Шанхайский мост Янцте
 Плотины
Плотины
 Метро
Метро
 Силос Танк
Силос Танк
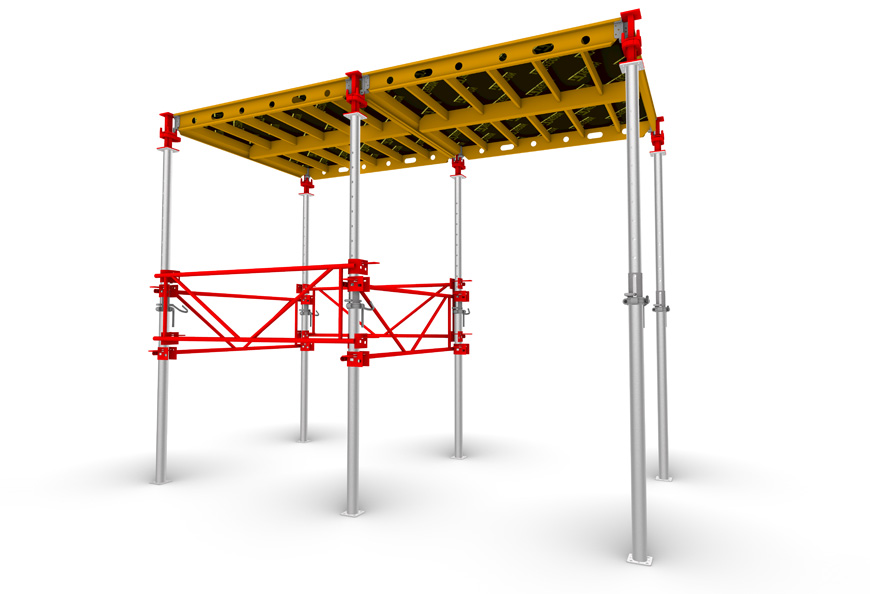
 Опалубка Slab Flex 20, Гватемала
Опалубка Slab Flex 20, Гватемала
 ITC Коломбо Один отель & Резиденции
ITC Коломбо Один отель & Резиденции
 Национальное иммиграционное управление
Национальное иммиграционное управление
 Куинс Пик
Куинс Пик
 Башня Твин Алмаз
Башня Твин Алмаз
 Центр Юйцзин
Центр Юйцзин
 Олимпия Сити
Олимпия Сити
 Торговый центр Ямайки
Торговый центр Ямайки
 Торговый центр Цзинин
Торговый центр Цзинин
 Шератон Яблоко Один
Шератон Яблоко Один
 Тест несущей способности, Германия
Тест несущей способности, Германия
 Морской берег Вилла
Морской берег Вилла
 Жилищный проект
Жилищный проект
 Квартира
Жилье на Маврикии
Жилье на Филиппине
Жилье в ОАЭ
Квартира
Жилье на Маврикии
Жилье на Филиппине
Жилье в ОАЭ








